Galvanized Malleable Cast Iron Threaded Fittings
Standard SNI 0139:2008
 |
 |
 |
 |
 |
| Socket GI | Double Nepel | Dop GI | Tee Reducer | Plug GI |
 |
 |
 |
 |
 |
| Long Boch | Knee Reducer | Knee 90 | Knee 45 | Water Mur |
 |
 |
 |
||
| Verlock Ring | Tee GI | Tee Reducer |
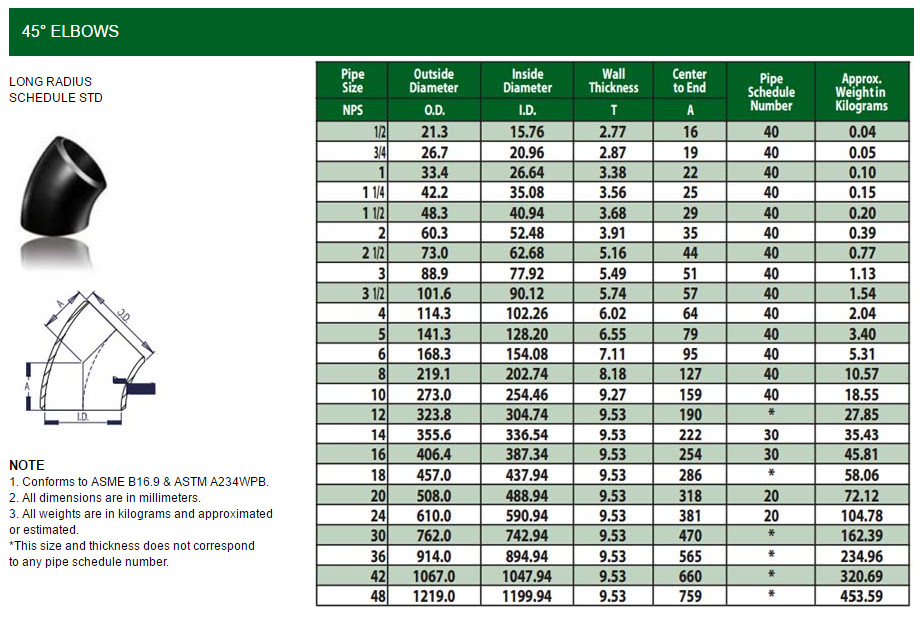
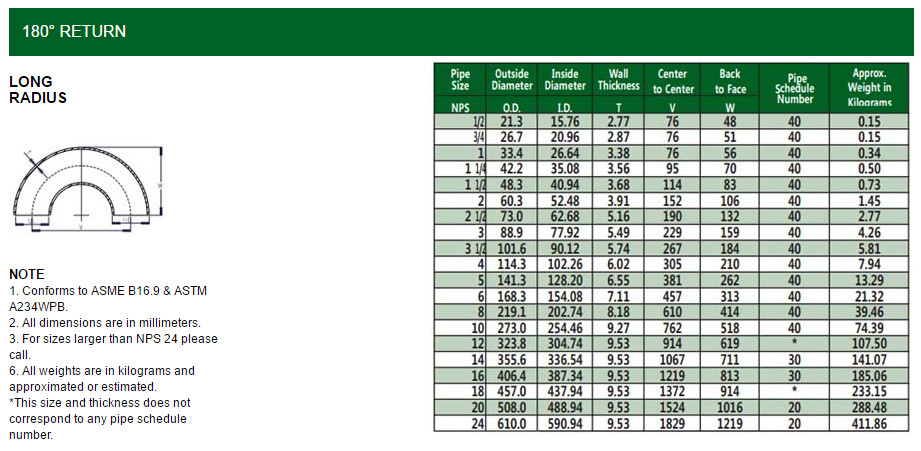
Carbon Steel Butt Welding Fittings
Products
Buttweld Pipe Fittings are the recognised standard for leak-proof pipe fabrication in medium and high pressure systems and in pipelines handling corrosive and hazardous fluids, high and low temperature medium and various other applications.
Our factory manufactures premium quality buttweld fittings covered by major international oil and petrochemical company approvals, and an alternative low-cost range of fittings for other applications. All stock carbon steel buttweld fittings comply fully with the material and manufacturing standards detailed here, with the added advantage of .23% maximum carbon content for optimum weld-joint integrity.
DIMENSIONAL SPECIFICATIONS
ASME/NC B16.9:
Carbon Steel buttweld fittings. Covers overall dimensions, tolerances, ratings, testing and marking ofbuttweld fittings 15mm to 1200mm.
ASME B16.25:
Buttweld ends. Covers the preparation and design details of buttweld ends for all components of buttwelded pipe systems. It includes requirements for welding bevels for external and internal shaping of heavy wall components and for preparation of internal ends (including dimensions and tolerances)
MSS SP-48:
Carbon Steel buttweld fittings 650mm and larger. Covers dimensions and tolerance of long radius elbows, tees and reducers in sizes 650 to 900mm.
MATERIAL SPECIFICATIONS
SEAMLESS CARBON STEEL:
Buttweld fittings are made to the material specifications of ASTM A234, grades WPA, WPB or WPC; which correspond exactly to the material specifications of seamless carbon steel pipes to ASTM A106 grades A, B, or C.
LOW TEMPERATURE FITTINGS:
For low temperature applications, a wide range of fittings in materials to ASTM A420 can be offered.
HIGH YIELD FITTINGS:
Carbon Steel buttweld On an indent basis, we offer a range of fittings having a high yield strength suitable for use with the various grades of API 5LX linepipe.
QUALITY CONTROL
Buttweld fittings manufacturing is subject to strict quality control. Our factory is visited regularly by approved third party quality control team from Europe, and the source of mother tube is verified. Stringent tests are performed on finished goods prior to marking and storage for shipments. Test certificates are available as required.
MANUFACTURING PROCESS
Introduction to Hot Forming:
The principal methods of hot working are extrusion, drawing, forging and rolling. Rolling is the most extensive employed forming process, though some limitations may apply to the process. Rolling mainly consists of three major sub-categories: flat rolling, shape rolling (with specifically designed roll grooves) and pipe rolling (including piercing). Forging may be sub-categorized as hamming, pressing, etc.
Forging may be performed under hammers, in mechanical presses and upsetters or by a method known as roll forging. Pressing generally includes the manufacture of forged articles in hydraulic presses. Extrusion usually is performed in hydraulic presses which force the hot steel through a die. Rolling is performed in rolling mills of a variety of types.
The two principal reasons for perform metal forming at elevated temperatures (hot working) are to reduce the forming loads through the reduction of the resistance of the steel to deformation, and to develop preferred metallurgical structures for strength and ductility of the finish products.
The most appropriate manufacturing method of a product will be decided with consideration of its material, sizes, shape, use, standards and other properties.
There are numerous processes for manufacturing butt weld fittings, several examples listed as follows.
Elbows: Mandrel method (Hot Forming)
One of the most common manufacturing methods for manufacturing Elbows from pipes. After heating the raw material, it is pushed over a die called “mandrel” which allows the pipe to expand and bend simultaneously. Applicable to a wide size range.
Elbows of steel pipe joints are used in the industrial plants and are mainly manufactured by the hot mandrel bending from raw material of straight steel pipe. Elbows are generally manufactured at elevated temperature by means of pushing, expanding and bending of pipes simultaneously, using the inner tool of mandrel.Characteristics of mandrel bending strongly depend on the integrated shape and dimensions of the mandrel.
Elbows manufactured by using hot mandrel bending have advantages of small thickness deviation and shorter bending radius than those of any other bending method type.
TEES
Extrusion method (Hot Forming)
The hot-extrusion process consists of enclosing a piece of metal, heated to forging temperature, in a chamber called a “container” having a die at one end with an opening of the shape of the desired finished section, and applying pressure to the metal through the opposite end of the container. The metal is forced through the opening, the shape of which it assumes in cross-section, as the metal flows plastically under the great pressures used.
Tees using raw material with a bigger diameter than the finished product, the branch outlet is extruded from pipe while the main body is being pressed. The outlet’s wall thickness can also be adjusted as needed. Applied to Tees with large diameters, heavy wall thickness and/or special material with challenging workability that cannot be manufactured using the hydraulic bulge method.